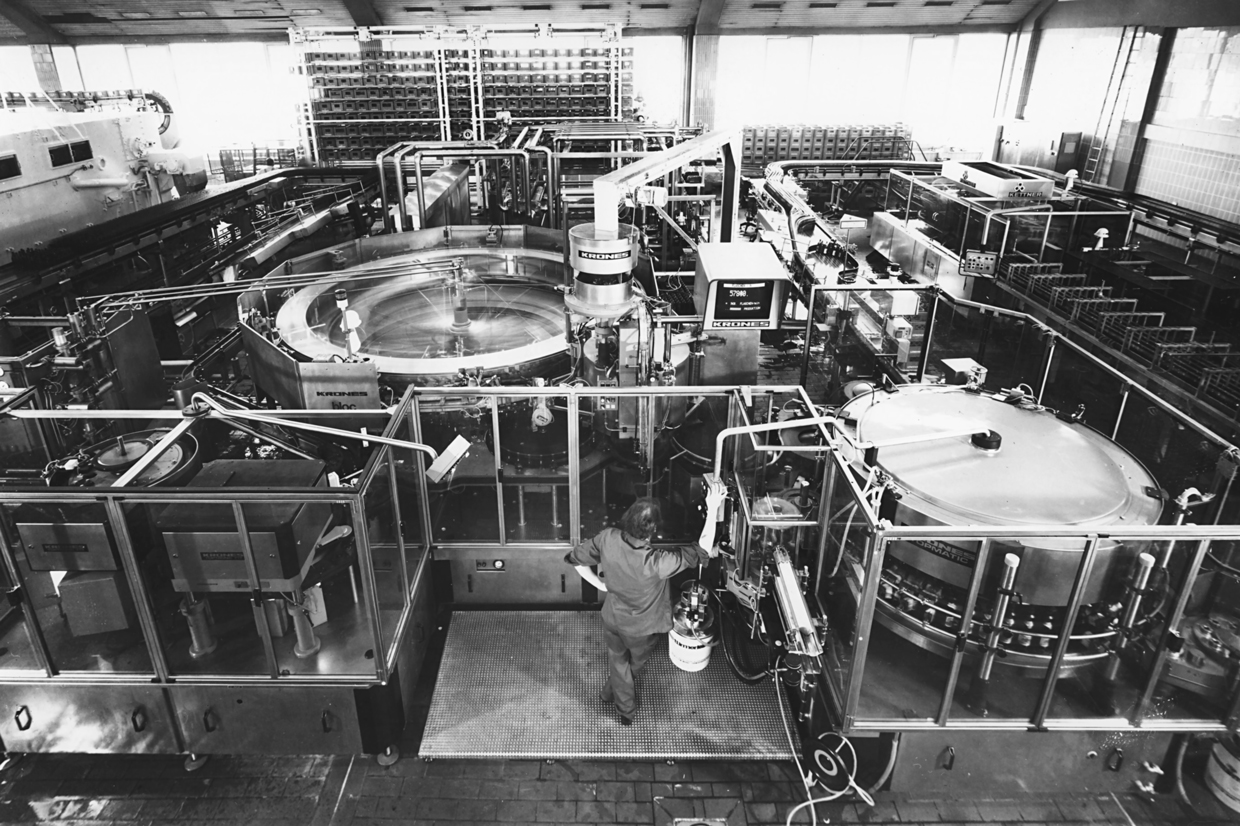
En 1975, Hermann Kronseder abordó una idea a la que llevaba tiempo dándole vueltas: interconectar mecánicamente las máquinas, preferiblemente sin que los envases se desplazaran libremente sobre cintas transportadoras, creando un bloque en el que estrellas o tornillos sinfín trasladaran las botellas estando separadas entre sí de una máquina a la siguiente. Esto supuso una revolución en la construcción de maquinaria de envasado de bebidas, ya que por aquella época casi todas estas máquinas se instalaban a cierta distancia una de otra. Únicamente la llenadora y la taponadora conformaban una unidad. Las máquinas estaban conectadas mediante largas cintas transportadoras con mesas pulmón para evitar que los incidentes se propagaran por toda la línea. Y también se necesitaba un mínimo de estos pulmones para garantizar la eficiencia de la línea, en consonancia con la opinión predominante de la época.
Hermann Kronseder, en cambio, deseaba evitar en lo posible los trayectos pulmón. En los años setenta, el envasado en Europa se realizaba casi exclusivamente en botellas de vidrio. Estas grandes acumulaciones de botellas generan mucho ruido cuando chocan entre sí, y las botellas, sometidas a una elevada presión de acumulación, se pueden romper, caer o atascarse generando incidentes durante la operación. Hermann Kronseder calculó que alrededor del 80 por ciento de los incidentes y paradas que afectan a la eficiencia de una línea se deben a la existencia de estos grandes espacios pulmón. A esto hay que añadir la demanda de espacio, personal y energía de los transportadores, así como sus costes de adquisición. “¡Tiene que haber una solución mejor!”, afirmaba convencido. Su pensamiento, en esencia, era “Si una máquina sufre incidentes recurrentes, entonces no construyo un trayecto pulmón más largo, sino que analizo y elimino la causa del incidente en el nacimiento de la máquina misma”. Y si se consigue que las diferentes máquinas marchen prácticamente sin sufrir incidentes, entonces también será posible interconectarlas formando un bloque, opinaba.